
私たちはアルミ溶接の匠集団です。
長年培った技術で、多種多様な溶接に対応します。
最高の品質を目指して、日々努力を重ねてレベルアップを目指しています
加工部門
加工センター
ISO 9001認証取得
ISO 14001認証取得
稲沢工場(愛知)
溶接技術紹介
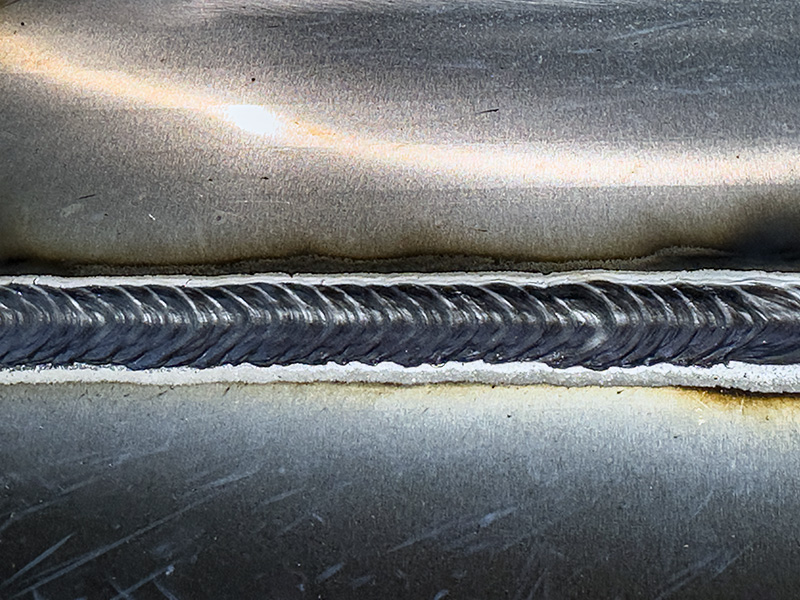
巧みな溶接技術による、綺麗なビードの実現
※強い光の点滅と音を含む動画となります。閲覧の際はご注意ください。
TIG溶接

MIG溶接
高品質の裏側
溶接欠陥
溶接加工には、様々な内部欠陥が付き纏います。
以下はその一例です。
-
ブローホール
溶融金属が水素、酸素、窒素などのガスを吸収し、それらのガスが表面に浮き上がる前に凝固することによってできる空洞(気孔)
-
アンダーカット
母材とビードの境目が凹んで溝状になっている事
-
オーバーラップ
母材とビードの境目が融合せず重なっている状態
-
クレーター
ビード終端にできるくぼみ
-
割れ
表面欠陥の場合と内部欠陥の場合がある。
(縦割れ・横割れ・高温割れ・低温割れなど)
溶接割れは、溶接部の性能に影響を及ぼしうる
最も重大な溶接欠陥の一つです -
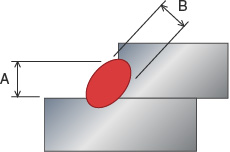
脚長不足
ビード幅(図A)
-
のど厚不足
ビード厚み(図B-実際のど厚)
アルミ合金の溶接の難しさ
アルミ合金の溶接は…
- 他金属の溶接に比べて溶解温度が低い。
- 熱伝導も早いため非常に歪みが発生しやすい。
- 酸化しやすいため酸化皮膜が作業を阻害する。
難易度が高く経験値が非常に重要となります。
様々なハードルを超え高品質な溶接加工ができるのは、長年アルミ溶接を専門に行ってきた職人のなせる技です。
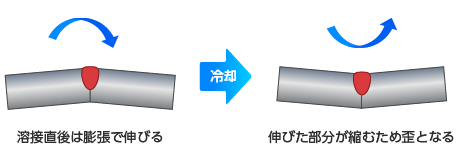
歪みの原理
溶接歪みは、溶接時に材料に与えられる熱による局部的な材料の膨張・収縮がその発生原因です。
溶接による膨張・収縮が大きくなる要因があるほど、発生する溶接歪みも大きくなると考えます。
アルミ溶接の場合、以下のようなアルミ特有の性質がより歪みを引き起こします。
- (1)熱伝導度が鋼の3倍であるため、広い範囲まで高温になる。
- (2)線膨張係数が鋼の約2倍である。
- (3)高温強度が低く塑性変形を生じやすい。
また、部品点数が多い溶接製品の溶接は縮みの予測をたてて必要寸法が出やすいように調整しながら溶接していきます。
ワンポイント
